全国百强科技期刊
2024年6月17日
泡泡布是由经向波纹状凹凸泡部分和平纹状地部分的条纹交织形成的一种织物。此类织物不使用起泡专用装置,而是靠波纹状态部分经纱的张力比平纹状态部分的张力放松(多送经)来实现。正常织造过程中,把地组织的经纱置于上经轴送经,把起泡经纱置于具有积极送经装置的下经轴送经。对泡泡布起泡效果起主导作用的是上下轴地经经纱和泡经经纱的张力,另外织机开口时间、积极送经定时、积极送经量、停经架高度起到辅助调整作用。
1、织机地经纱和泡经纱张力
上下轴经纱张力设定与经纱的总根数有关,在织造过程中,根据泡泡布的起泡效果增减上下轴张力。增加地经纱张力、降低泡经纱张力,则织物容易起泡,泡经纱张力越低,织物起泡效果越好,但泡经纱张力过低易出现泡经纱上的停经片下落接触停经杆,而造成经停误停的情况。因此,张力设定应根据起泡效果和停经片的下垂平衡度来综合衡量,泡经纱张力的下限以织造过程中停经片不下垂为限度。现喷气双织轴织机的上轴地经张力设定范围一般在1000~1300 N,下轴泡经张力设定范围一般在600~1000 N。
2、织机开口时间(综平时间)
在泡泡织造过程中,调整织机开口时间一般为310°~ 350°。从表1可以看出,开口时间数值越大,起泡效果越重,泡比也就越大。因为综框平齐之前,经纱张力均较大,综框平齐之后,经纱张力维持较低水平。开口时间数值越大,泡经张力越小,自身相对屈曲程度越大,纱线越蓬松,与将纬纱推向织口的钢筘之间的摩擦力越大,织口处泡经张力便越小,起泡效果更好。所以,如果需要泡泡重的效果,开口时间可以调整为350°。
表1 开口时间与泡比的影响

3、织机积极送经定时
织机积极送经定时的调整是相对于开口时间来设定的,一般是通过更换机械偏心(图1)来实现。积极送经定时比开口时间提前量越大,起泡效果越好。相对开口时间,最大设定积极送经定时比开口时间提前90°,再提前则织物容易起泡,送经量偏大,停经片易下落,容易出现无故停车现象。比如开口时间设定为350°,积极送经定时最大设定为260°,即积极送经定时比开口时间提前90°。当积极送经定时比开口时间提前量小于60°时,织物则不容易起泡。

图1 积极送经定时示意图
4、织机积极送经量
织机积极送经量对泡泡的形成有很大关系,通过机械调整后梁送经关节,进一步控制泡经的屈曲程度。这个过程在实际操作时较为繁琐。现织机有3种送经量,分别是13.2 mm(对应图2中指示的上孔)、6.8 mm(对应图2中指示的中孔)、4.5 mm(对应图2中指示的下孔)。送经量越大,织物起泡效果越明显。一般轻商务休闲类服装的起泡送经量调整为4.5 mm时,便可以实现需要的泡泡效果。
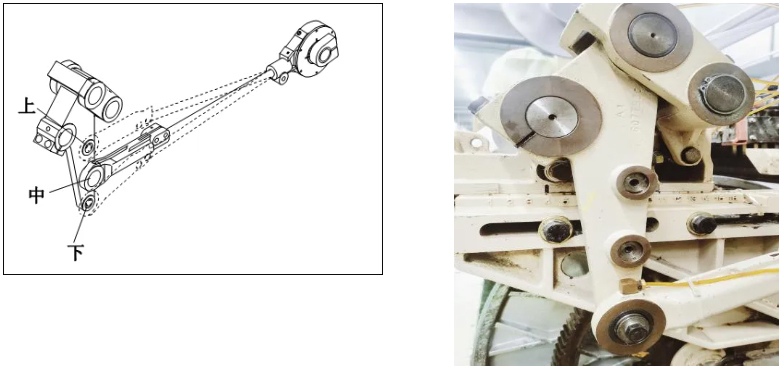
图2 送经量调整示意图
5、织机停经架高度
为满足泡泡效果,停经架应尽量设置得低一点,深度应尽量靠近后梁,使经直线加长,单位面积的经纱加长,减少经纱张力的变化,以减少织造过程中泡泡不匀。一般停经架高度在0~4格,泡泡布多采用3格,便可满足织造要求(图3)。

图3 停经架高度调整示意图
更多内容,请关注《纺织导报》2024年第3期“泡泡布面料喷气织造技术的研究”一文。
※ 有关作品版权事宜请联系:010-84463638转8850 电子邮箱:info#texleader.com.cn
纺织导报官方微信



© 2026 《纺织导报》 版权所有
京ICP备10009259号-3
 京公网安备 11010502045125号
京公网安备 11010502045125号


